Macro Templates
( Or CANNED CYCLE templates )
Summary
- Drilling Macro
- Rotary Tools - vertical mill / live tools
- Static Tools - lathe center drilling
- Example
- LATHE - Turning Macro
- LATHE - Threading Macro
- Expand canned cycles in simple movements ( G0 / G1 / G32 )
Drilling operation cycles
They are called to do central drilling with vertical mill or live tools, using rotary tools.
They take care of the following machining.
Right Tapping
Left Tapping
Reamering
Deep Hole Drilling
Spot Drilling
Boring
Counterboring
Drilling operation cycles - Static tool ( lathe machine )
They are called to do central drilling with the lathe, using static tools.
They take care of the following machining.
Right Tapping
Left Tapping
Reamering
Deep Hole Drilling
Spot Drilling
Expand canned cycles
( Trasform the macro in simple movements )
Not in all controller are available canned cycles, to support also this machines is possible to expand the canned cycles in simple movements.
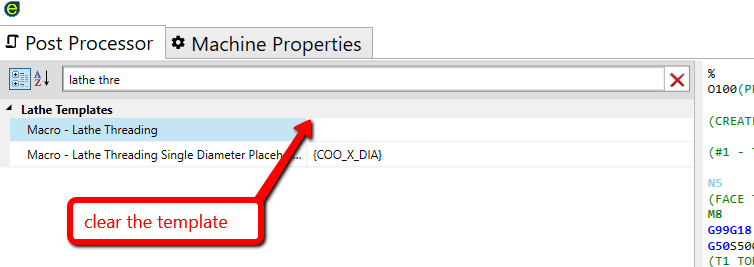
To obtain this you need to delete the canned cycles template from post processor dialog.
*Note: Tapping cycle not supported yet.*
Thread cycle example :
By default is used the G92 macro, here the template :
G92{FIRST_DIA_CODE}{END_Z_CODE}{PITCH_CODE}
{PLACEHOLDER_DIAMETERS_LIST}
and the output g-code is like this :
G92 X9.535 Z-15. F1.5
X9.15
X8.798
X8.528
X8.301
X8.1
Now delete the thread cycle template from post processor in this way :
The output will become like this :
X9.535
G32 Z-15. F1.5
G0 X12.
Z1.5
X9.15
G32 Z-15. F1.5
G0 X12.
Z1.5
X8.798
G32 Z-15. F1.5
G0 X12.
Z1.5
X8.528
G32 Z-15. F1.5
G0 X12.
Z1.5
X8.301
G32 Z-15. F1.5
G0 X12.
Z1.5
X8.1
G32 Z-15. F1.5
G0 X12.
Deep hole drilling example :
Default Template :
G83{ABSOLUTE_Z_DEPTH}{POINT_R_CODE}{STEP_CODE}{FEED_CODE}
G80
Default Output :
G83 Z-30. R0.Q10. F0.12
G80
Now deleted the template , for lathe in this case :
And this will be become the output :
X0.
G1 Z-10. F0.12
G0 Z2.
Z-9.
G1 Z-20. F0.12
G0 Z2.
Z-19.
G1 Z-30. F0.12
G0 Z2.
Repeat macro template for every drill point
If your machine need to recall macro for every drill point, you need to set to check the
[Repeat drilling macro for every point] property ( use the search field to find this property ).
Most probably you have to adjust the macros template accordingly to your need.
Example 1 Deckel FP6NC - Dialog 11
Here the required drill macro code :
G83 X16.795 Y29.09 TI-22. MI10.
G83 X-16.795 Y29.09 TI-22. MI10.
G83 X-33.59 Y0. TI-22. MI10.
G83 X-16.795 Y-29.09 TI-22. MI10.
G83 X16.795 Y-29.09 TI-22. MI10.
G83 X33.59 Y0. TI-22. MI10.
To get this , you need to update the [Deep hole drilling] and other templates in this way :
G83{COO_X}{COO_Y}TI{TOTAL_INCRE_Z}MI{STEP_VALUE}{FEED_CODE}
If needed , add {COO_X} and {COO_Y} in the [Drilling Template - Always Repeated Code] code list .
Example 2 Deckel Dialog 4
Here the required drill macro code :
G0 X0.0 Y0.0 Z2.0
G82 F76 S+600 Z-10.0 Z-1.0 Z0.5
G0 X10.0 Y0.0 Z2.0
G82 F76 S+600 Z-10.0 Z-1.0 Z0.5
First change the default value for this 2 property :
Spindle CW :
M3S+Spindle CCW :
M4S-
Then change the template for deep hole drilling :
G0{COO_X}{COO_Y}{SECURE_Z_CODE}
G82{SPINDLE_ORIENTATION}{SPEED_VALUE}Z{TOTAL_INCRE_Z}Z{STEP_VALUE|-1}Z.5
As before , if you need to force some {TAGS} to be always repeated , insert it in the [Drilling Template - Always Repeated Code] property .
Example 3 - Deep hole drilling , for DYNAPTH lathe machine :
1) Change template for [Lathe Deep Hole Drilling] with
(7) {ABSOLUTE_Z_DEPTH}W{STOCK_END_VALUE}{STEP_CODE}V{FEED_VALUE}{DWELL_CODE}
2) Change the char code for DWELL_CODE and STEP_CODE
Type "step" in the search field of post-processor dialog and
change [Macro Step Peck Code] from Q to K
Similarly Type "dwell" and change :
[Macro Dwell Code] from P to L
[Macro Dwell Mode] from millisecond to second
3) Now the output code for deep hole drilling macro is :
(7) Z-48.W0.K14.V0.168L0.5
Example 4 - Threading macro template for Emcotronic TM-02
1) Set this string as [Thread Template]
G85 X{MAJOR_DIAMETER_VALUE} {END_Z_CODE} D3 {STEP_COUNT} D4 2 D5 {THREAD_ANGLE_VALUE} D6 {THREAD_DEPTH_VALUE|1000} D7 6 F{PITCH_VALUE}
2) Set 1000 as [Feed SYNC Multiplier]. In this way the feed values are expressed in 1/1000 mm .
Example 5 - G76 Linux CNC
Lathe Threading Template:
G76 P{PITCH_VALUE} {END_Z_CODE} I{THREAD_PEAK_DIA} J{FIRST_INCREMENT_DIA} K{THREAD_DEPTH_VALUE} H1 L2 E1
Output:
G76 P2. Z-19. I-2. J0.522 K1.26 H1 L2 E1